


Sieczkarnia – urządzenie szlifierskie bez ręcznej regulacji
Firma: Krone
Hala/stoisko: 27/F22
Ostre noże sieczkarni gwarantują precyzyjne cięcie i niski odsetek nadmiernych długości paszy. Aby ręcznie wyregulować kamień szlifierski, sieczkarnie polowe muszą przejść konserwację i serwis po około 400 – 450 cyklach szlifowania. Czynność ta zajmuje od 30 do 45 minut na każdą korektę i jest technicznie możliwa mniej więcej trzy do czterech razy na kamień, ale w końcu niemała część kamienia szlifierskiego staje się bezużyteczną pozostałością.
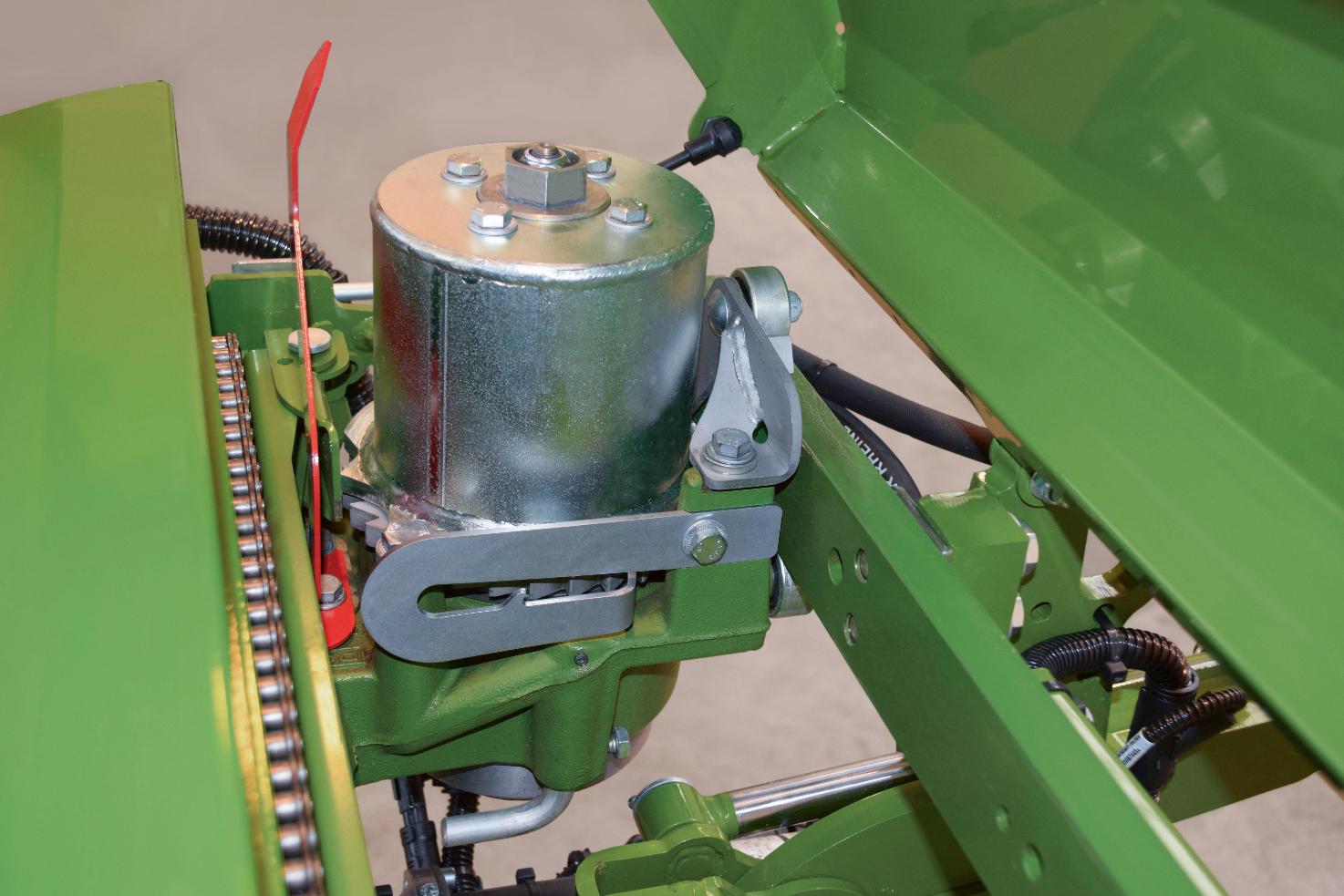
Dzięki innowacyjnemu urządzeniu szlifującemu, liczbę cykli ostrzenia można zwiększyć do 2200 bez konieczności wykonywania jakichkolwiek czynności konserwacyjnych lub serwisowych. Co istotne, nowo zaprojektowany uchwyt kamienia szlifierskiego umożliwia pełne wykorzystanie całego kamienia. Dzięki nowej funkcji, zamknięta konstrukcja zapewnia dodatkowo lepszą ochronę przed oddziaływaniem środowiska, w szczególności chroni przed brudem. Ta interesująca koncepcja mocowania kamienia szlifierskiego zmniejsza nakład pracy i czas potrzebny na jego wymianę nawet o 70 procent.
Ten znaczący rozwój urządzenia szlifującego w sieczkarni polowej ułatwia konserwację, co odciąża kierowcę lub mechanika. Wydajność wzrasta, ponieważ nie trzeba przerywać zbioru. Kamień szlifierski jest całkowicie zużywany, co oszczędza zasoby i chroni środowisko. Poza tym łatwiejsza obsługa wpływa również korzystnie na bezpieczeństwo pracy.
Automatyczna regulacja kondycjonera
Firma: Fendt AGCO
Hala/Stoisko: 20/B26
Wspólny rozwój z: ConGra Victor Klüber i Fritzmeier Umwelttechnik (hala/stoisko: 9/D11)

Jakość racji pokarmowych ma bezpośredni wpływ na wydajność mleczną i mięsną, a także na strukturę kosztów w hodowli bydła. Kluczowy moment w jednorodnym zaopatrzeniu w składniki odżywcze rozpoczyna się w momencie koszenia i kończy wraz z wprowadzeniem paszy do koryta. Między nimi jest też wiele parametrów, które należy wziąć pod uwagę. Podczas koszenia, użytki zielone i polowe uprawy paszowe wykazują wysoką, a także niejednorodną, początkową suchą masę, co skutkuje różnymi stopniami więdnięcia w czasie zbioru. Pożądanym celem jest to, aby różnice w suchej masie nie przekraczały 10%, co w kiszonce jest rzadko osiągane. W efekcie skutkuje to niejednorodnymi strukturami kwasowymi w kiszonce. Końcowy łańcuch produkcji paszy rozpoczyna się od koszenia, przy czym wpływ czynników zewnętrznych, np. pogoda odgrywa równie dużą rolę, jak odpowiednia technologia zbioru.
Dzięki automatycznej regulacji kondycjonera Fendt dąży do osiągnięcia jasnego celu: stałej zawartości suchej masy na całym polu podczas koszenia. Aby to osiągnąć, przyrost biomasy jest określany albo przez utworzenie mapy aplikacji z wykorzystaniem danych satelitarnych, albo przez zarejestrowanie danych o wielkości plonu przez czujnik bezpośrednio podczas jazdy po polu. Zebrane w ten sposób dane są przesyłane przez ISOBUS do komputera roboczego kosiarki, który oblicza odpowiednie ustawienia i przekazuje je bezpośrednio do silnika elektrycznego na kondycjonerze. Dzięki temu pasza jest bardziej jednorodna.
Jednorodność paszy sprawia, że można oczekiwać lepszych wyników w produkcji mlecznej i mięsnej, a kierowca zestawu może się w pełni skupić na koszeniu. Z kolei istotne i kluczowe ustawienia kondycjonera są kontrolowane przez system czujników lub mapę aplikacji. Dzięki temu można zmniejszyć zużycie paliwa i straty podczas zbioru wynikające z wykruszania się paszy. Sztuczna inteligencja odciąża kierowcę, skraca czas konfiguracji i ułatwia pracę.
Monitorowanie narzędzi iQblue
Firma: Lemken
Hala/stoisko: 11/A43
Wspólny rozwój z: Track32 B.V.

Monitorowanie jakości pracy jest niezbędne do osiągnięcia wysokiego stopnia autonomii. Systemy czujników monitorujące jakość procesu są zatem bardzo ważnym elementem.
Monitorowanie narzędzi iQblue umożliwia monitorowanie stanu narzędzi podczas pracy kultywatora i wykrywa możliwą utratę narzędzi, a także zużycie redlic. Dzięki ostrzeżeniu w odpowiednim czasie, wymiana narzędzia może być wdrożona na wczesnym etapie w aplikacjach ręcznych, półautonomicznych lub w pełni autonomicznych, zapewniając w ten sposób jakość pracy lub zapobiegając dalszemu pogarszania stanu sprzętu. System jest przede wszystkim niezbędny dla pojazdów autonomicznych, ale może być również stosowany w standardowych ciągnikach.
Analiza narzędzia odbywa się w trakcie zawracaniu na uwrociu przez analizę obrazów z kamery przy użyciu algorytmu sztucznej inteligencji, gdy narzędzie jest podniesione. Umożliwia to wykrycie postępującego zużycia i np. zgubienia elementu roboczego. Można go również wykorzystać do prognozowania, kiedy narzędzie będzie wymagało wymiany. System generuje ostrzeżenia w postaci sygnalizacji świetlnej, w której utrata redlicy jest oznaczona kolorem czerwonym, uszkodzone lub zużyte redlice kolorem żółtym, a nienaruszone redlice kolorem zielonym.

Zautomatyzowane i niezależne od kierowcy monitorowanie narzędzi roboczych umożliwia wczesne wskazanie koniecznej wymiany zużywających się części, a także przewidujące rozpoznawanie uszkodzeń, a zatem stanowi ważny dalszy rozwój w zakresie autonomizacji procesów roboczych.
opr. Jan Józefowicz, źródło: DLG
